| 产品参数 | |
|---|---|
| 产地 | 山东 |
| 品牌 | 鑫方达 |
| 材质 | 不锈钢复合管/碳素钢 |
| 是否可定制 | 可定制 |
| 发货期限 | 电议 |
| 范围 | 道路不锈钢复合管护栏线上报价供应范围覆盖河北省、石家庄市、唐山市、秦皇岛市、邯郸市、邢台市、保定市、张家口市、承德市、沧州市、廊坊市、衡水市 海港区、山海关区、北戴河区、昌黎县、抚宁区、卢龙县等区域。 |

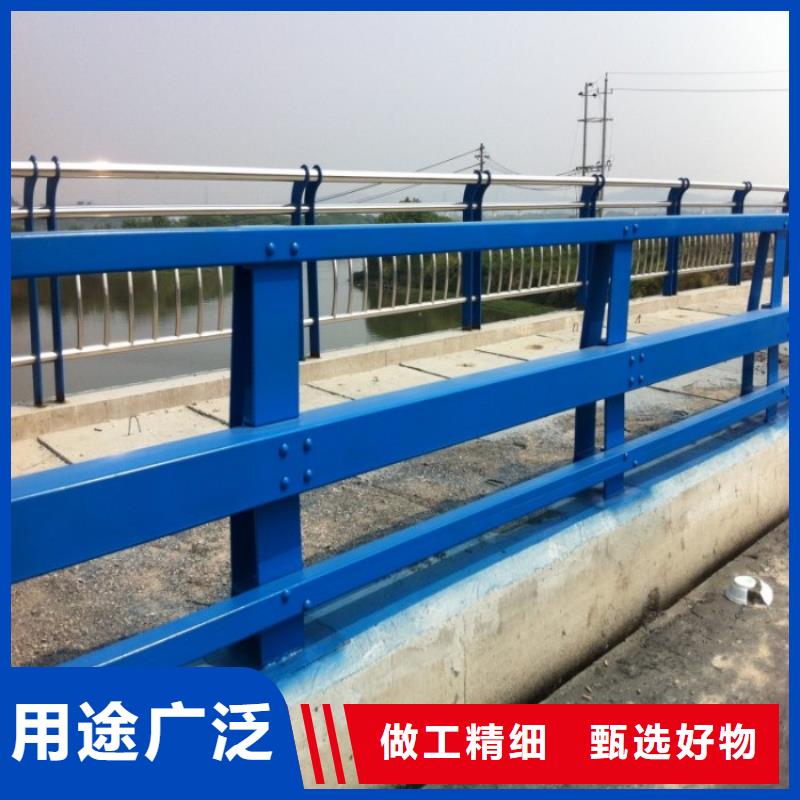
不锈钢复合管护栏/不锈钢复合管栏杆,它不仅具有不锈钢管的豪华美观和现代气息,又具有普通碳钢管的坚韧性。是价昂不锈钢管的替代品,它与钢板立柱配合,做成城市、道桥等的栏杆。不仅牢固、大方,且可造型各异,给都市别一种亮丽风景线。
企业秉承“以诚为本、质量兴业、有诺必践、服务”的经营理念,始终坚持“人无我有、人有我精、人精我新”的发展宗旨。向广大用户提供质优价廉的具有广阔应用前景和发展方向的优良产品。企业在锐意进取中发展,在激烈竞争中壮大,迅速扩大市场份额,实力日臻雄厚,是您的合作伙伴。
为进一步使企业的管理工作走上科学化管理轨道,本严格按照ISO9001:2000(、APISPECQ1:2007(第8版)、API规范5LD(1998版)及压力管道元件的要求管理,产品能更好地满足顾客的要求,使企业在市场竞争中、稳步地发展。
目前拥有两条生产线,年产各种规格不锈钢氩弧焊管和不锈钢系列复合管道逾2。产品规格:外复管直径12-168的各种规格不锈钢复合管,内衬管DN10-300内衬不锈钢复合管道,长度定尺6米、7米、8米、9米,以的和管理理念,实施以质量为核心的IS09001-2008质量管理体系。
为确保产品优异的性能,还引进了上的质量检测设备,建立了以美国石油APISPECQ1及API-5LD为标准的内控体系,从原料采购到产品出厂,对每一个环节都严格把控,产品品质赢得了市场的广泛认可。自成立以来,一直秉承诚服务的核心指导思想,先后与中冶建工、中铁八局、等企业建立了合作关系。


鑫方达金属制品(秦皇岛市分公司)创立于2012年,以生产 不锈钢护栏闻名于行业。其 不锈钢护栏产品质量过硬、性价比高,尤其在 不锈钢护栏产品研发设计方面,聘请顶尖设计师,坚持品牌个性化路线,结合现代潮流。在营销方面,企业充分发挥自己的人才优势、技术优势、质量优势和市场优势,建立起完善的营销网络和服务体系。目前,出品的 不锈钢护栏产品,不仅畅销国内,更远销国外,在消费者当中享有j i高的认可度和美誉度。



鑫方达不锈钢复合管护栏不锈钢复合管栏杆价格略有回升,但港口矿石库存水平居高不下。供给侧正如火如荼地进行,不锈钢复合管栏杆行业率先面临考验,在供给侧的影响下,近两年不锈钢复合管栏杆行业经营环境明显好转,多数钢厂扭亏为盈。
但从目前钢市来看,或许我们可以借鉴一下钢市去产能的一些有效经验。本周国内不锈钢复合管栏杆市场尚佳,带动铁矿石市场询盘量和成交情况有所好转,市场价格出现了探涨的情况。但国内铁矿石市场前期跌幅过深,目前的行情处于跌后的期,短期内难以出现大幅拉涨的情况,整体市场将以企稳为主,部分地区或品种将小幅波动上涨。
虽然7月份部分地区不锈钢复合管栏杆库存量有所增加,其中钢厂库存在7月上旬增长7.18%,但总体来看,全部不锈钢复合管栏杆库存量并不是很大,处于历史偏低水平。另一方面,社会库存增加,并不都是需求疲弱的结果。阳不锈钢桥梁护栏现货不锈钢管。
而南方虽未受到明显的限产,但是钢厂订单充足,上涨预期强烈;二是不锈钢复合管社会库存连续大幅下降,市场资源紧张状况未得到缓解,是缺规格现象严重;三是虽北方处于淡季,但多处于赶工期,而南方处于施工旺季,终端需求整体尚可。


不锈钢复合管在以后的使用以及市场中的应用会更加地广阔的,各种的功能也是会有更多地变化的,因此的话不锈钢复合管的前景广阔,企业要出来质量,更加好的市场效应!不锈钢复合管护栏主要应用在应用于桥梁护栏、道路护栏、工厂围栏、庭院围栏等。
它兼备不锈钢管的美观不生锈及碳钢管的硬度好价格低的优点,正广泛应用于各个领域。在生活中起着比较好的的防护作用。下面我们来简单了解一下不锈钢复合管护栏的生产工艺。1.初步整圆阶段:扇形块打开直到所有扇形块都到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,不锈钢钢管得到初步整圆。2.名义内径阶段:扇形块过去段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的废品管内圆周位置。3.弹复补偿阶段:扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。
鑫方达不锈钢复合管护栏防撞护栏知识内衬不锈钢复合管常见的安装的步骤1.切断:使用手锯、高速砂轮切断或先用管子切割器切割至三分之一钢管壁厚出,再用手锯将管锯开。切忌用切割器将管子切断,以免内衬不锈钢分离脱落。2.加工螺纹,使用套丝机、车床或手动管子铰钣加工管端螺纹,螺纹长度为规定长度。
3.修整:用工具(如锉刀、扩口器)去掉管端毛刺并修整端口。4.连接:复合管连接方法与普通镀锌管基本相同,用钳或其它工具连,大口径管道也可以采用沟槽或法兰连接。焊接的步骤供大家进行参考:1、不锈钢复合管焊条凡间有钛钙型和低氢型两种。
焊接电流尽能够采用直流电源,有利于克制焊条发红和熔深浅。钛钙型药皮的焊条不合适做全地位焊接,只适合平焊和平角焊;低氢型药皮的焊条可做全地位焊接。2、不锈钢复合管焊条在运用时应坚持枯燥。为避免发生裂纹、凹坑、气孔等缺陷,钛钙型药皮焊前经150-250℃烘干1h,低氢型药皮焊前经200-300℃烘干1h。
不克不及屡次反复烘干,不然药皮易零落。3、焊口清算洁净,还避免焊条沾上油及其它脏物,以免添加焊缝含碳量并影响焊接质量。4、为避免加热而发生晶间侵蚀,焊接电流不宜过大,普通应比碳钢焊条低20%左右,电弧不要过长,层间快冷,以窄道焊为宜。5、应尽量采用短弧焊接,弧长普通2-3mm,电弧过长易发生热裂纹。6、运条:应采用短弧疾速焊,普通不答应横向摆动,其目标是削减不锈钢复合管焊接热量和热影响区宽度,进步焊缝抗晶间侵蚀才能和削减热裂纹的倾向。7、不锈钢复合管的焊策应稳重选用焊条,避免焊条选用欠妥呈现热裂纹或高温热处置后惹起折出,使金属脆化。



名片")